Quasi tutte le aziende che lavorano con leghe speciali valutano il fornitore di taglio sul prezzo al chilo e sui tempi di consegna. È una metrica corretta, ma incompleta. Quello che paghi davvero non finisce quando il pezzo esce dalla macchina, ma continua nel tuo reparto, ogni volta che qualcuno deve rimettere mano al componente prima che sia utilizzabile. E quella voce non la trovi mai in nessun preventivo.
Ogni lavorazione secondaria che fai dopo il taglio è qualcosa che il tuo fornitore ti sta scaricando addosso. Prendi l’ultimo ordine che hai ricevuto. Quante ore ha impiegato il tuo reparto a sbavare, rettificare e controllare i bordi prima di poter montare il pezzo? Moltiplicalo per il costo orario del tuo personale, aggiungi l’usura delle attrezzature e il rischio di scarto su materiali che costano centinaia di euro al chilo. Quella cifra non compare mai in fattura. Ma la stai pagando tu, ogni volta.
Perché il taglio non finisce quando la macchina si spegne
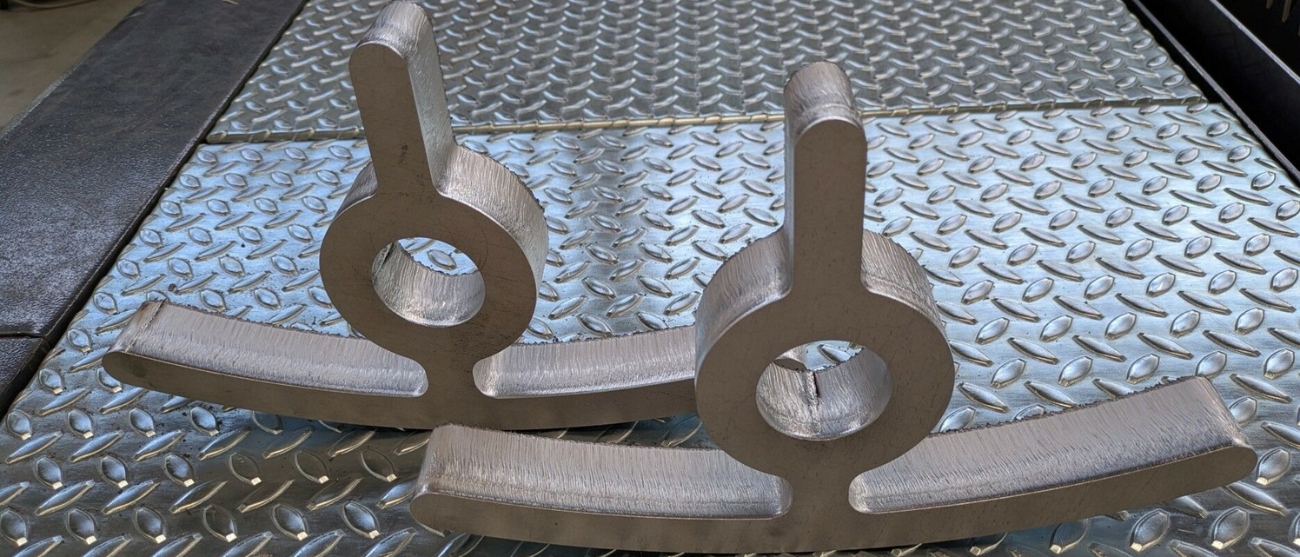
Quando lavori con Inconel, Hastelloy, duplex o superduplex, il taglio è solo il primo passaggio. Quello che succede dopo – sbavature, rettifiche, controllo dei bordi, verifica dell’angolo – dipende quasi sempre dalla qualità del taglio che hai ricevuto. Se il kerf è largo, i bordi non sono puliti. Se la perpendicolarità non è precisa, il pezzo non si monta direttamente. E ogni volta che qualcuno nel tuo reparto rimette mano al componente, stai pagando un costo che non hai mai messo a budget.
Un kerf ridotto cambia quello che trovi in reparto quando il pezzo arriva
Il kerf è la larghezza del taglio. Su un laser tradizionale è largo, genera calore eccessivo sulla superficie e lascia bordi che richiedono intervento. Su un laser fibra HD da 40 kW il kerf è significativamente più ridotto, il che significa meno materiale asportato, meno calore trasmesso alla lega e bordi che escono già puliti dal primo passaggio. Su leghe come il superduplex, dove l’incrudimento superficiale è un problema reale, questa differenza si traduce direttamente in componenti che non richiedono lavorazioni successive prima del montaggio. I tempi di taglio sono dimezzati rispetto ai laser tradizionali.
Anche l’inclinazione del bordo determina se il pezzo avanza nel processo o torna indietro per una rilavorazione
Un bordo inclinato di pochi gradi su una lega speciale blocca il pezzo prima della fase successiva e costringe il reparto a una rilavorazione non prevista. In un processo produttivo strutturato ogni passaggio ha un peso economico preciso, e inserirne uno non pianificato significa assorbire risorse che erano destinate ad altro: tempo macchina occupato, personale impegnato su un’attività che non doveva esistere, ritmo produttivo che rallenta. Quando invece il componente arriva già conforme alle specifiche, quella fase semplicemente non serve. E recuperare un passaggio nel processo non è una piccola ottimizzazione, ma è margine concreto che si accumula su ogni ordine.
Con il nostro banco 3×10 metri e il Laser Fibra HD da 40 kW, i bordi escono perpendicolari anche su grandi formati e spessori fino a 80 mm. Il pezzo arriva già pronto per la fase successiva, senza interventi intermedi. Meno passaggi nel processo significa meno variabili da gestire e una produzione che mantiene il ritmo previsto.
Il risparmio non viene solo dalla tecnologia, ma da come si lavora
Ridurre i costi nascosti non è solo una questione di macchine. Dipende dall’approccio con cui ogni ordine viene gestito dall’inizio alla fine.
In Chun & Vollerin lavoriamo con un sistema predittivo basato sull’intelligenza artificiale – Smart Buy – che ottimizza gli approvvigionamenti, anticipa le esigenze e mantiene le scorte allineate alla tua produzione.
Ogni materiale è tracciato, certificato ISO 9001 e AS9120B, e verificato prima della spedizione.
La logistica è gestita direttamente, con imballaggi conformi ISPM 15 FAO e spedizioni assicurate sul valore totale del prodotto.
In pratica, quando il pezzo arriva, è già stato controllato in ogni fase. Non ci sono sorprese in reparto perché non ci sono state approssimazioni a monte.
Vuoi verificare la differenza su un caso concreto? Con il programma Try & Buy puoi testare la fornitura con il primo ordine garantito. Nessun vincolo, nessuna sorpresa in fattura.

Michele Bordoni ha guidato la trasformazione digitale in gruppi internazionali nei settori ICT, moda e lusso. Esperto di strategie online e supply chain, oggi supporta Chun & Vollerin nell’evoluzione tecnologica e nei progetti di sviluppo industriale